Gesenkschmieden
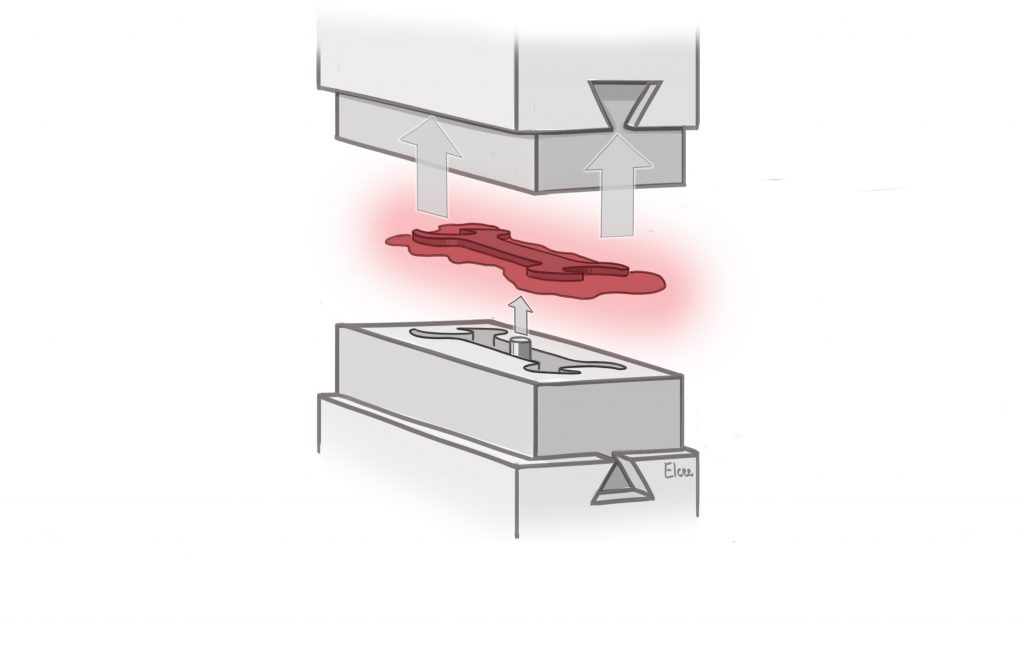
 Mit einem geschlossenen Schmiedepressen lassen sich homogene Produkte mit ausgezeichneten mechanischen Merkmalen herstellen. Gesenkschmieden ist ein Fertigungsverfahren, bei dem Metall durch Druck in eine formgebende Gussform geformt wird. Dieses Verfahren ermöglicht die Herstellung komplexer und präziser Teile mit hervorragenden mechanischen Eigenschaften. Das schmieden eignet sich besonders für die Massenproduktion und bietet eine hohe Materialausnutzung sowie reduzierte Nachbearbeitungskosten.
Mit einem geschlossenen Schmiedepressen lassen sich homogene Produkte mit ausgezeichneten mechanischen Merkmalen herstellen. Gesenkschmieden ist ein Fertigungsverfahren, bei dem Metall durch Druck in eine formgebende Gussform geformt wird. Dieses Verfahren ermöglicht die Herstellung komplexer und präziser Teile mit hervorragenden mechanischen Eigenschaften. Das schmieden eignet sich besonders für die Massenproduktion und bietet eine hohe Materialausnutzung sowie reduzierte Nachbearbeitungskosten.
Vorteile
- Gute Wiederholbarkeit
- besonders homogenes Material mit mechanischen Eigenschaften
- hohes Produktionstempo
- ein wirtschaftlicher Prozess im Vergleich zu Schweißkonstruktionen
Mögliche Legierungen
- Stahl, Legierungsstahl, Werkzeugstahl sowie Edelstahl
- Aluminium-, Bronze- und Kupferlegierungen
Technische Daten
- Die Toleranzen von Stahlguss bestimmen sich nach der EN 10243-1, wobei die folgenden Kriterien maßgeblich sind:
- Gussgewicht
- Form der Werkzeugverteilung
- Kategorie des Stahls (hoch- oder niedriglegiert)
- Formkomplexitätsfaktor, welcher vom Faktor zwischen dem Gewicht der Komponente und dem der Hülle abhängt
- Gewicht: Ca. 200 Gramm – 120 kg, wobei Schaftprodukte bis zu 200 kg wiegen können
- Maximale Maße: Länge: 1.200 mm
- Schmiedewanddicke: ≥ 4 mm
- Die für die Funktion erforderlichen geometrischen Toleranzen sollten in der Zeichnung spezifiziert werden.
- Die wichtigsten Toleranzen gelten für:
- Länge, Breite, Höhe und Dicke
- Endbearbeitung der Schmiedekante
- Eine adäquate Entformungsschräge sollte vorhanden sein; eine gute Richtlinie sind mindestens 3 ° für Aluminium sowie 5 ° bis 7 ° für Stahl
- Verwende Sie große Radien, um somit zu schnellen Werkzeugverschleiß oder Risse in den Gussteilen zu vermeiden
- Rippen sollten niedrig und breit sein
- Die verschiedenen Querschnitte müssen ausbalanciert sein, damit extreme Variationen im Metallfluss verhindert werden
- Die Werkzeugaufteilung muss durch die Mitte des Schmiedestücks und nicht entlang einer Seite laufen. Das Schmiedestück muss von dieser Aufteilung abtrennbar sein
Endbearbeitungsoptionen
- Elektrolytische Zinkbeschichtung
- Feuerverzinkung
- Vibra-Politur
- Strahlung
- Primer, Neuanstrich und Pulverbeschichtung