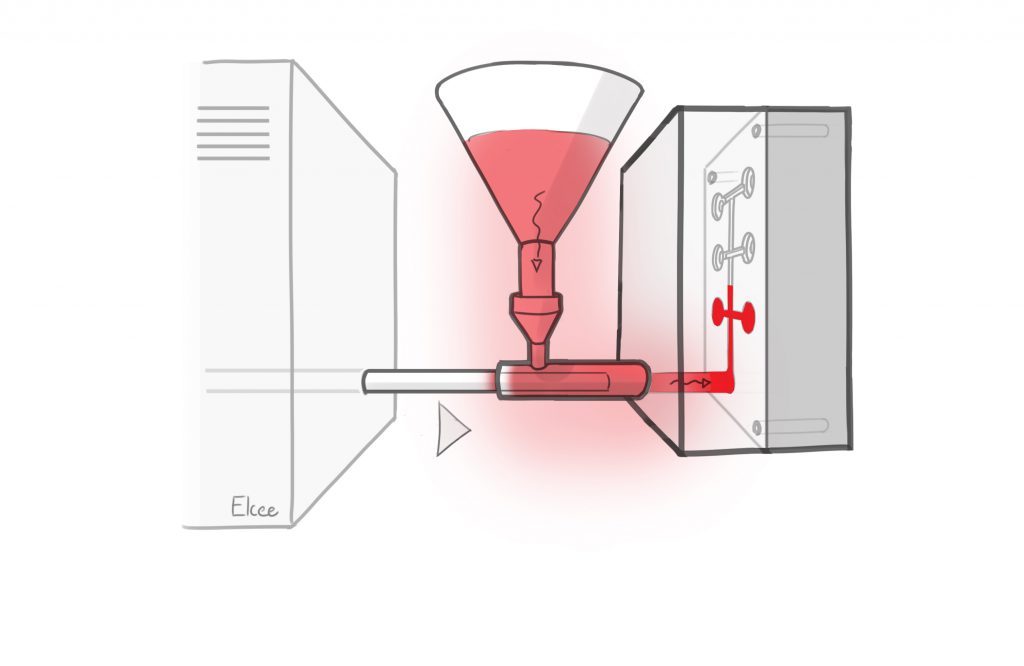
Hochdruck-Druckguss
Hochdruck-Druckguss wird bei der Herstellung von Produkten aus Aluminium- oder Zinklegierungen zu sehr günstigen Produktpreisen eingesetzt. 
Vorteile
- Ausgezeichnete Maßgenauigkeit
- Geeignet für kleine und komplexe dünnwändige Teile
- Konsistente Produktqualität
- Niedrige Kosten pro Einheit im Vergleich zum Kokillen- oder Sandguss
- Hohes Produktionstempo
Mögliche Legierungen
- Aluminiumlegierungen
- Zinklegierungen (z. B. Zamak)
- Magnesiumlegierungen
Technische Daten
- Die in der Regel genutzte Gusstoleranztabelle für lineare Maße ist CT6 gemäß ISO 8062 (Wanddicke CT7)
- Das Gewicht hängt von der Legierung ab: 30 g bis zu ca. 10 kg (je nach Form)
- Gussoberflächenrauheit: ± Ra 6.3 μm
- Maximale Maße: 650 mm
- Mindestgusswanddicke für Aluminium: 2,5 mm, maximal bis 8-10 mm. Die Wanddicke sollte so einheitlich wie möglich sein. Es sollten keine Materialansammlungen bestehen. Die Stärke kässt sich mit verstärkten Rippen erreichen.
- Die für die Funktion erforderlichen geometrischen Toleranzen sollten in der Zeichnung spezifiziert werden. Die minimale Entformungsschräge hängt von der Höhe der Wand oder Rippe ab. Je höher diese ist, desto kleiner ist die erforderliche minimale Entformungsschräge. Mindestschräge ab 0.5 °
Endbearbeitungsoptionen
- Technisch anodisierend, allerdings nicht dekorativ (verfärbt sich zu einem marmorierten Mattschwarz)
- Schleifen und Politur
- Strahlung
- Vibra-Politur
- Primer, Neuanstrich und Pulverbeschichtung